Special Reports
Hot Runner’s Importance and Development Tendency
The hot runner uses
mainly heating to maintain the melting state of the plastics in the runner or
at the gate. As a development in the plastic industry, it is applied in more
and more fields.
Compared with the mould in the common runner, the hot runner mould is equipped with the heating rod and heating coil near or in the center. A runner from the nozzle of IMM to product mould inlet is at a high temperature state, which maintains the plastics melting in the runner all along the way. There’s no need to open the runner and take out the cooled sprue after the machine shut down. It only needs to heat the hot runner to a required temperature, so it possesses the advantages of the high-efficient injection molding; high quality of molding products and material is cut down as well. The hot runner injection molding method started in the 1950s. After a long period of promotion time, the application was popularized and has been increasing year by year. In the mid-80s, the hot-runner injection mould used in America was 15%~17%, in Europe it was 12%~15% and in Japan it was 10% of the total amount. But when getting to the 90s, hot-runner mould in plastic injection mould ofAmericawas already over 40% and taken over more than 90% in the large plastic products.
Advantages of the Hot Runner System
Saving material and cutting down costs are the significant features of the hot runner system. It generates large amount of material tunnels in the ordinary gating system. In production of small products, the weight of gating system probably would exceed the weight of the products. As the plastic is always at the melting state in the hot runner mould, the product has no need to cut off the gate. There’s no wasted material processing completely, therefore it saves large amount of materials. There are no processes such as recycling, picking up, crushing and dyeing, which saves time, labor as well as energy and costs. The injection materials are no longer mixed with recycled sprue, the product quality improves obviously. As the plastics in the gating system are kept in a melting state, the pressure decreases a little in the flow. It is easy to realize the low pressure injection for multi- gate, multi-cavity mould and large-scale products. The hot gate is good for pressure transmission which at some degree avoids the defective sinking, cavity shrinking, and deformation due to insufficient feeding.
It’s suitable for various resins and could easily set up the molding conditions. For perfection and development of hot-runner temperature control technology, now the hot runner not only can be applied in PE and PP with wide melting temperature, but can also be used to process the heat sensitive plastics with narrow melting temperature, like PVC, POM etc. To deal with the salivation often caused by PA, it still can adopt the valve nozzle to realize the hot runner molding.
In addition the simplified operation and reduced molding cycle is an important characteristic of the hot-runner mould. To compare with other common runners, it decreases the mould open-close stroke which not only shortens product’s molding and demoulding cycle, but also facilitates to realize the automated production. According to statistics, molding cycle saves about 30% after the common runner changing to the hot runner.
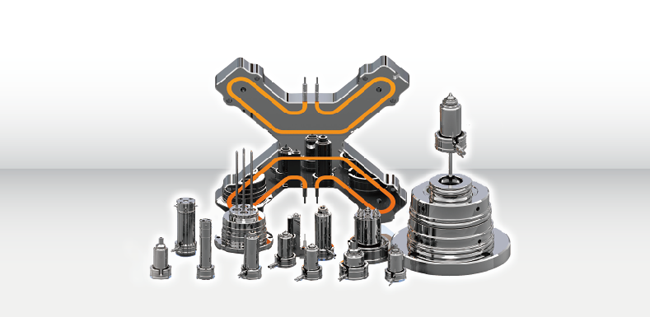
Structure of Hot Runner System
The hot runner system consists of the nozzle, manifold block, temperature controller, and accessories. There are two types of nozzles: the open nozzle and valve pin nozzle. As the pattern of nozzle directly determines the selection of hot runner system as well as the design and manufacture of mould; the hot runner is usually classified into the open system and valve system.
The manifold block is adopted in occasions like one-main sprue with nozzles or multi-feed, and single feed material but spout is bias. The material usually is S136H or H13. The manifold block is generally divided into standard and non-standard types; its structure is mainly determined by cavity distribution on the mould, nozzle arrangement and gate position as well.
The temperature controller contains a main machine, cable, connector and wiring socket etc.
Hot runner accessories mainly include heater, thermocouple, runner seal ring, connector, and wiring box etc.
Classification of Hot Runner System
Generally speaking, the hot-runner system classifies into the single-nozzle, multi-cavity and valve gate system.
The single-nozzle system mainly contains a single nozzle, nozzle head, nozzle body and temperature control system etc. Plastic mould of a single-nozzle system features simple structures. The melted plastics are injected by the injection molding machine to the nozzle body, via the nozzle to the nozzle head, then to the cavity.
Plastic mould of multi-cavity system has a complex structure. The melted plastics are injected by the injection molding machine to the connection plate of the nozzle, via the hot-runner manifold block to the nozzle, nozzle head, then to the cavity.
Plastic mould of the valve system possesses the most complicated structure. It has the same structure as the plastic mould of the common multi-cavity system. What’s more, it employs one more set of open-close movement controlled by a valve-pin transmission device. This transmission device is equivalent to a pneumatic cylinder which realizes the open-close movement of the valve pin, and controls the melted plastics injecting into the cavity.
Special Reports
- Application of Air-cooling Chamber on Plastic Molding
- Temperature Control for Water Chiller Outlet Water
- The 29th ChinaPlas Ends Completely & Successfully
- Notice for Pipe Connection of Mould Temperature Controller and Mould
- About Shini Finland
If you want to read other articles, back to2015 Quarter 4 Issue 25.